Twin-Shaft Shredder
A twin-shaft shredder is the first machine in a pyrolysis pre-processing line, reducing bulky plastic waste to 50–150 mm chunks at 1–5 tonnes per hour using two counter-rotating blade shafts.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
How to read this sketch
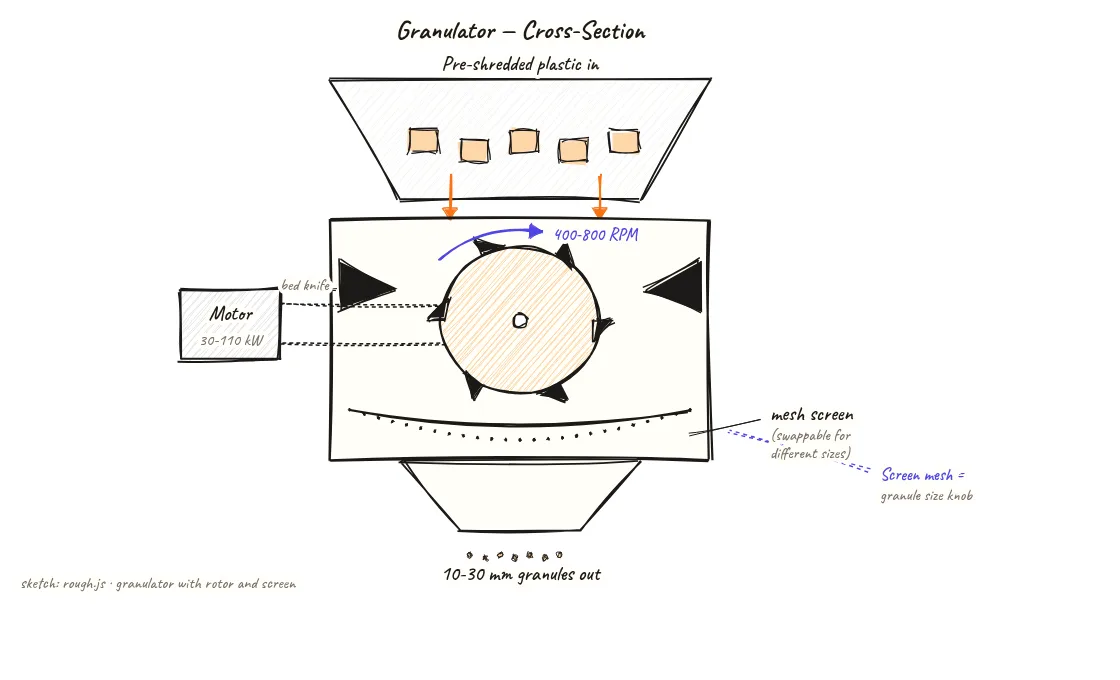
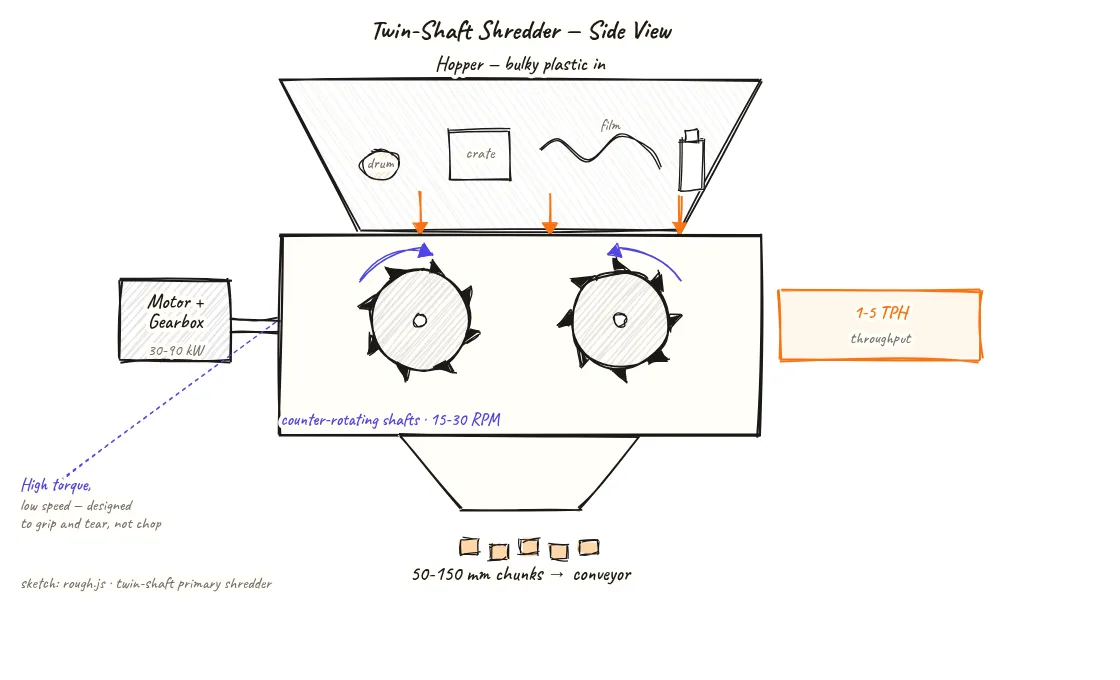
This is a side-view (elevation) cross-section of the shredder. Read it as follows:
- Top of diagram: The hopper — material enters here from above.
- Central shaft zone: Two shafts shown in cross-section with blade profiles. Curved rotation arrows show counter-rotating direction.
- Bed knives: Fixed knife edges mounted to the frame walls, shown as short rectangular projections.
- Bottom: The discharge chute where shredded chunks exit by gravity.
- Labels on right side: Show operating parameters — chunk size range (50–150 mm) and throughput (1–5 TPH).
About this sketch
The twin-shaft shredder is the entry point for most plastic pyrolysis plants — it handles the kind of large, awkward plastic waste (HDPE drums, PET bottles in bales, thick film rolls, pipe sections) that would jam a downstream granulator or crusher. Two shafts turn toward each other at low speed (typically 15–40 RPM), and their interlocking blades tear material apart by shear rather than impact. This low-speed, high-torque action means lower noise and dust generation compared to single-shaft impact shredders.
The hopper at the top accepts bulky items directly from a forklift or conveyor. The counter-rotating shafts draw material down through the blade gap; the fixed bed knives mounted to the frame walls act as anvils that improve the shear cut. Output falls through the discharge chute as chunks in the 50–150 mm range — the target size for a rotary drum dryer and downstream granulator.
Capacity for a twin-shaft shredder in a pyrolysis pre-processing line typically runs 1–5 tonnes per hour, depending on material bulk density and blade configuration. The motor and gearbox unit on one or both shafts is typically 30–90 kW. Indian manufacturers such as Zato, Vecoplan, and several domestic fabricators supply units in this size range; operating cost is mostly electricity (roughly 8–15 kWh per tonne of plastic processed) and blade replacement every 500–2,000 hours depending on material abrasiveness.
One key operational point: the shredder should be positioned upstream of any magnetic separator, because metal contamination in the feedstock (wire, bolts, clips) can damage blades. A pre-sort table or manual picking station upstream reduces blade wear significantly.
Key insights
- Counter-rotating blades shear plastic by tearing rather than impact, producing lower noise and dust than high-speed single-shaft shredders.
- Output chunk size (50–150 mm) is sized to match the downstream rotary drum dryer capacity and granulator feed size.
- Throughput of 1–5 TPH covers most small and medium pyrolysis plants (3–20 TPD) with a single machine.
- Blade wear is the main running cost — metal contaminants in feedstock accelerate wear, so a pre-sort step upstream pays for itself quickly.
- Low shaft speed (15–40 RPM) means the motor does not need to be oversized — a 30–90 kW unit handles most plant capacities in this range.