Manual vs Automated Sorting Line
Manual sorting (workers at a conveyor, 1–2 TPH) versus automated NIR + air-jet sorting (5–10 TPH) — the choice depends on plant scale, feedstock complexity, and capital budget, with automation paying back in 3–5 years for plants above 10 TPD.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
How to read this sketch
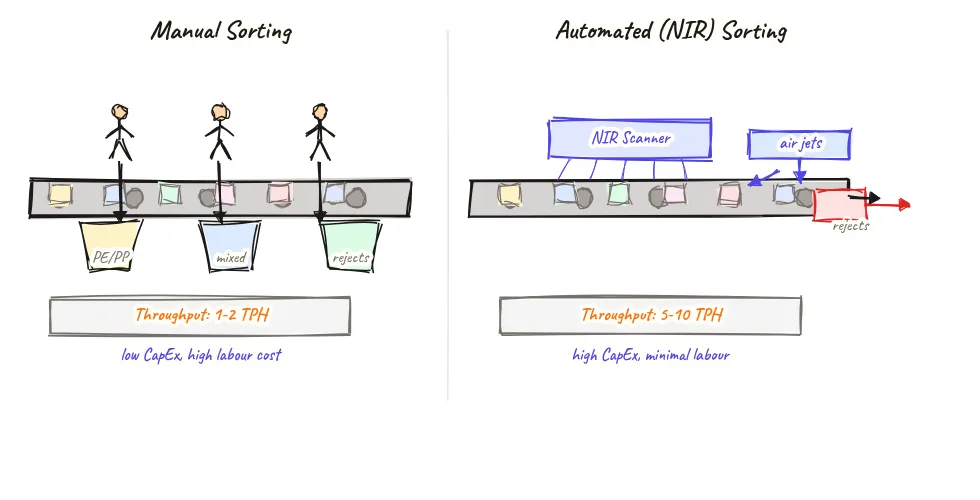
Two-panel side-by-side diagram. Same conveyor format in both panels. Read as a comparison:
- Left — Manual sorting: Workers shown as icons on both sides of the belt. Coloured bins at each sorting station. Throughput label: 1–2 TPH.
- Right — Automated sorting: NIR scanner shown as a box above the belt. Air-jet actuators shown as a row of nozzles. Reject items kicked sideways into chutes. Throughput label: 5–10 TPH.
- Key comparison points: Throughput, accuracy, labour cost (ongoing vs capital), and flexibility (manual more adaptable to unusual items).
- Caption: 'Manual = low CapEx, high labour. Auto = opposite.'
About this sketch
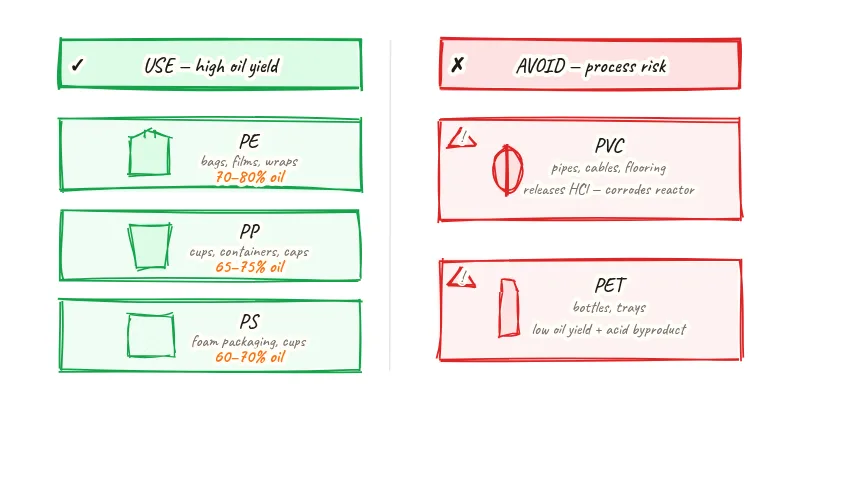
Sorting is the step where contaminating plastics (PVC, PET, metals, non-plastics) are removed before the feedstock enters the reactor. The choice between manual and automated sorting determines throughput capacity, labour cost, and sorting accuracy — all of which have downstream effects on oil yield and reactor maintenance.
Manual sorting (left panel) is a conveyor belt with workers positioned on both sides, picking out visible contaminants into marked bins. Throughput is limited by worker speed and visual identification ability — typically 1–2 TPH on a 600–900 mm wide belt at a working speed of 0.1–0.3 m/s. Manual sorting is highly flexible — workers can adapt to unusual items. However, accuracy depends on training and fatigue; PVC identification by sight is unreliable (PVC can look like PE or PP in thin sheet form). Labour cost is ongoing and significant. For Indian pyrolysis plants below 5 TPD, manual sorting on a slow conveyor is the standard approach.
Automated sorting (right panel) uses a NIR (near-infrared) spectrometer mounted above the belt, scanning each plastic item as it passes. NIR spectrometers identify polymer type by their absorption spectrum in 0.1–0.5 seconds with accuracy above 95% for most common plastics. An air-jet sorter (a row of electronically triggered air nozzles below or above the belt) kicks detected reject items sideways into a reject chute in real time. Throughput is 5–10 TPH on the same belt width because the processing speed is not human-limited. Capital cost for an NIR + air-jet sorting system is typically ₹15–35 lakh for a 10 TPH line. For plants above 10 TPD, automated sorting typically pays back in 3–5 years through improved oil yield and reduced downstream equipment wear.
Key insights
- NIR + air-jet automated sorting achieves 95%+ polymer identification accuracy versus 70–80% for manual visual sorting — PVC removal is significantly more reliable with automation.
- Automated sorting throughput (5–10 TPH) is 3–5x higher than manual on the same belt width — enabling a larger plant to process feedstock faster with less sorting area.
- For plants below 5 TPD, manual sorting is economically appropriate; above 10 TPD, automated sorting typically shows payback within 3–5 years from yield improvement alone.
- Manual sorting workers need structured training on polymer identification — without training, PVC and PET pass through as incorrectly sorted acceptable plastic.
- The capital cost of automation can be partially offset by reduced downstream equipment wear (less PVC-related corrosion), extended condenser life, and improved oil quality premium.