Syngas Internal Fuel Loop
Once a plastic pyrolysis plant has run for 1–2 hours, the syngas produced by the reactor feeds back through the condenser train and becomes the furnace fuel — replacing diesel and making the plant energy self-sustaining for the rest of the batch.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
How to read this sketch
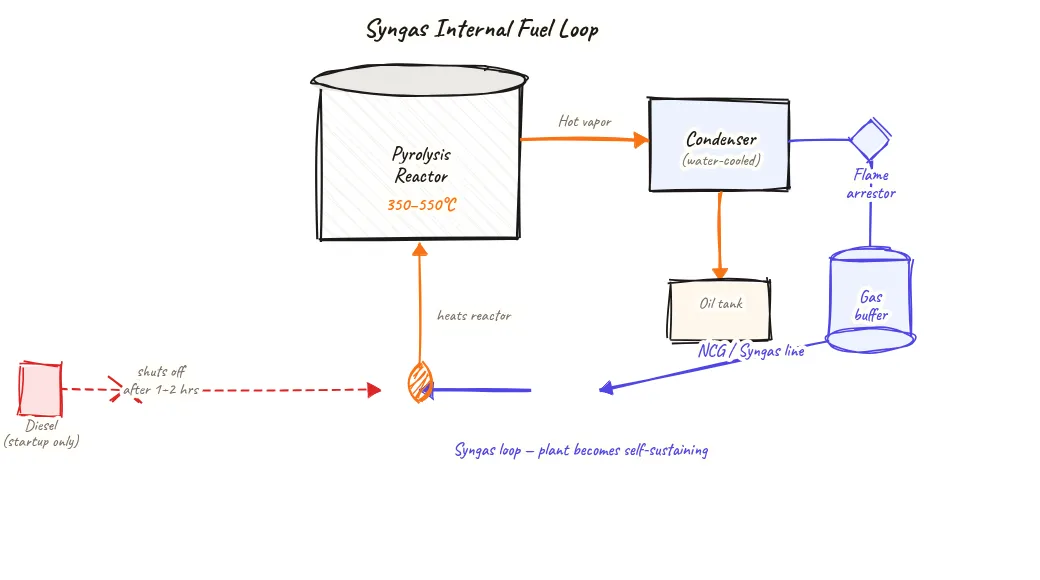
This is a loop diagram showing the circular flow of syngas as internal fuel. Read it as follows:
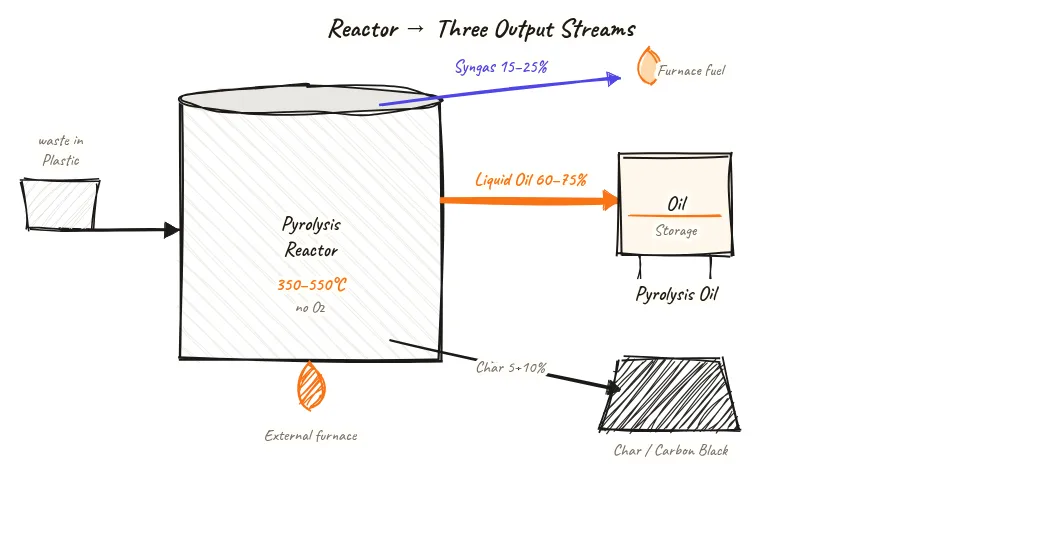
- Reactor (left): Process starts here — plastic cracks and vapors rise out of the top.
- Condenser (right of reactor): Vapors cool and oil condenses. NCG continues as gas.
- Return loop (bottom): NCG line curves back under the diagram from condenser exit to furnace burner inlet — completing the self-sustaining loop.
- Diesel tank (small, disconnected): Shows diesel as startup-only fuel — used for the first 1–2 hours only.
- Clock icon: 1–2 hour startup period before the syngas loop takes over.
- Label 'syngas takes over': The moment of transition from external fuel to self-sustaining operation.
About this sketch
Self-sustaining energy operation is one of the most commercially important features of plastic pyrolysis. This diagram shows the NCG (non-condensable gas) loop — the pathway by which a by-product gas becomes the primary fuel that keeps the reactor running.
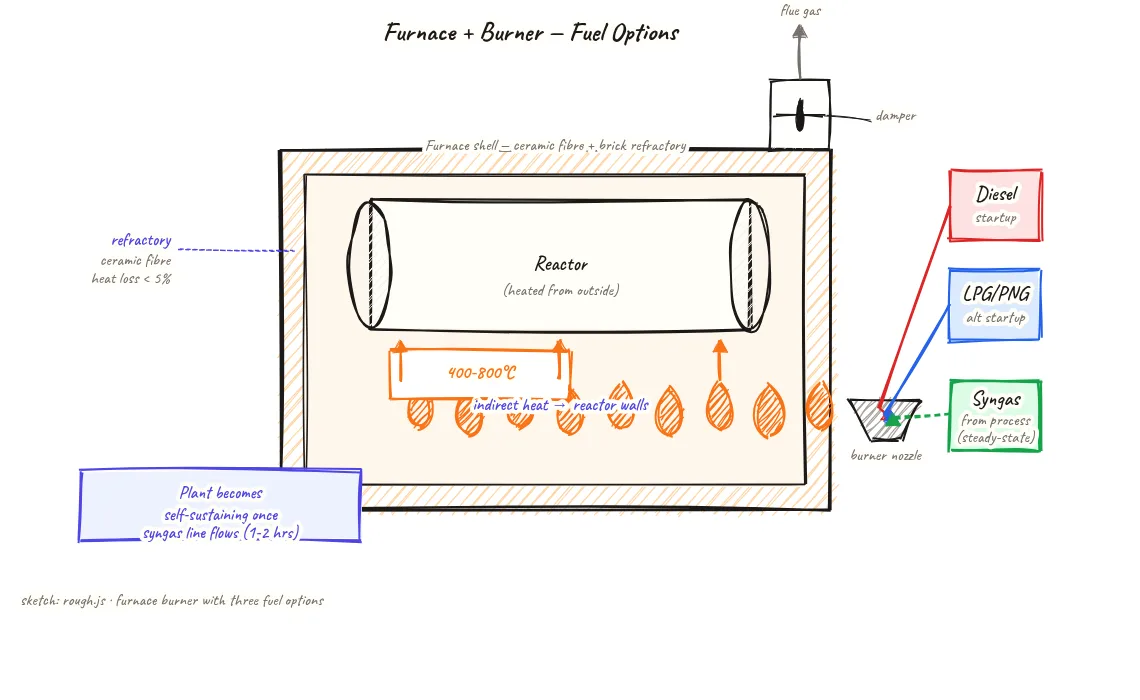
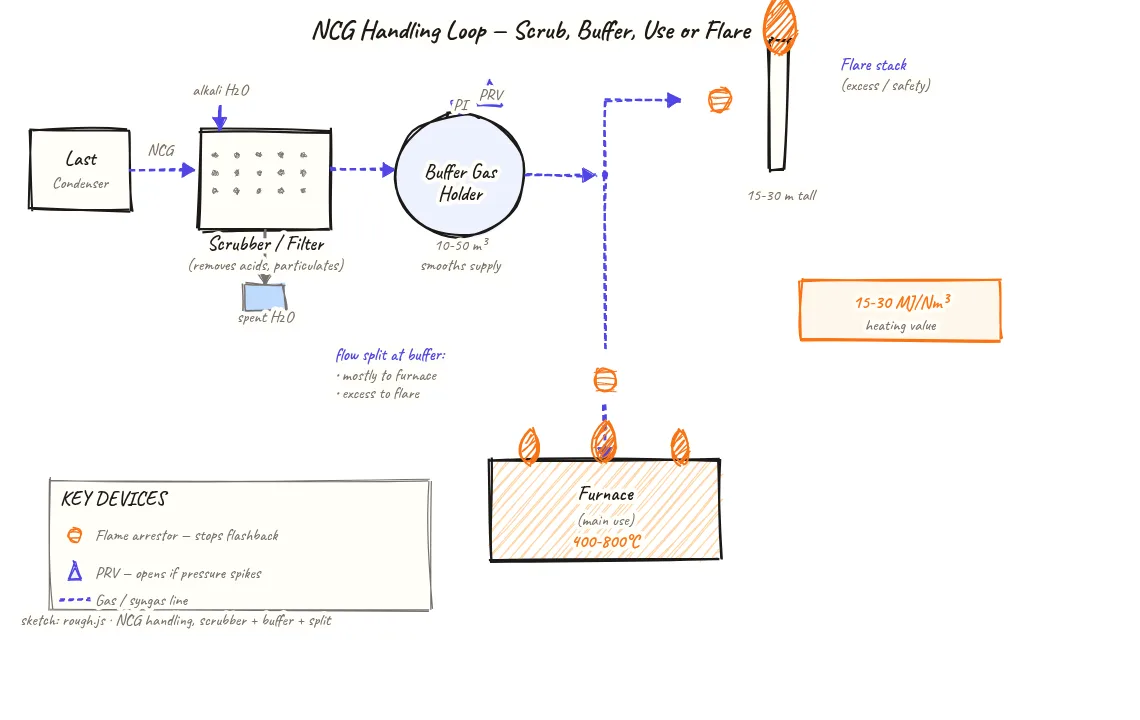
When the reactor is cold and starting up, the furnace burns diesel (or LPG) to heat the reactor toward operating temperature. As the reactor reaches 200–250°C, plastic begins to crack and vapors start flowing. These vapors pass through the condenser train, where liquid oil condenses and collects. What cannot condense — the NCG stream — exits the last condenser, is cleaned in a scrubber, and enters the gas holder.
Once the gas holder has reached operating pressure (typically after 1–2 hours of diesel startup), the furnace operator (or PLC) shifts the burner fuel from diesel to syngas. From that point, the plant runs on its own gas — no diesel required. The syngas calorific value of 15–30 MJ/Nm³ is sufficient to maintain the furnace at 400–800°C and the reactor at 350–550°C through the rest of the batch cycle.
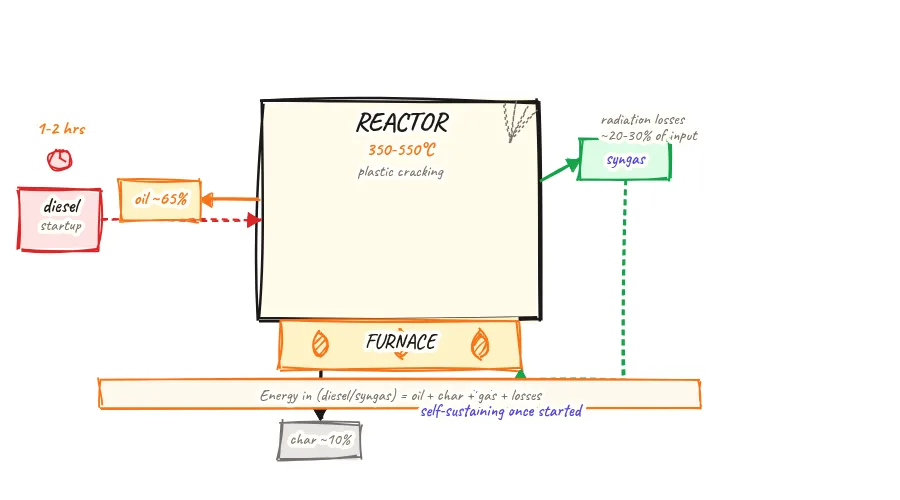
This loop only works because plastic pyrolysis produces more energy in its products than the reactor needs to sustain the cracking reaction. The overall energy balance favours the operator: roughly 15–20% of the feedstock's energy content is retained in the syngas loop to run the furnace, while 70–80% of the feedstock's energy leaves as oil and char. For a plant processing 10 tonnes of plastic per day, this means approximately 1.5–2 tonnes of plastic-equivalent energy is consumed as process fuel — the rest exits as sellable products.
Key insights
- After 1–2 hours of diesel startup, the plant transitions to syngas fuel — eliminating diesel consumption for the rest of the batch cycle.
- The syngas loop is the primary reason plastic pyrolysis has a better energy return than simple waste incineration — energy is captured in products rather than lost as heat.
- Syngas flow to the furnace must be metered and controlled — too high a flow starves the gas holder, too low means the furnace temperature falls and oil yield drops.
- The transition from diesel to syngas is a reliable sign that the reactor has reached sufficient temperature — many operators use this as their primary operational indicator for steady-state.
- During late-batch phases (when nearly all plastic has cracked), syngas production falls and diesel or LPG backup may be needed to maintain temperature for the final cracking phase.