Furnace + Burner with Three Fuel Options
The external furnace that heats a pyrolysis reactor can run on three fuels — diesel for initial startup, LPG or piped natural gas as a backup, and the plant's own syngas once the process is running — giving operators flexibility and reducing running costs.
Beyond definitions
Planning to start a Plastic Pyrolysis business?
Get the full business understanding — capex, regulations, machinery, vendor questions, and risk checks before you commit capital.
How to read this sketch
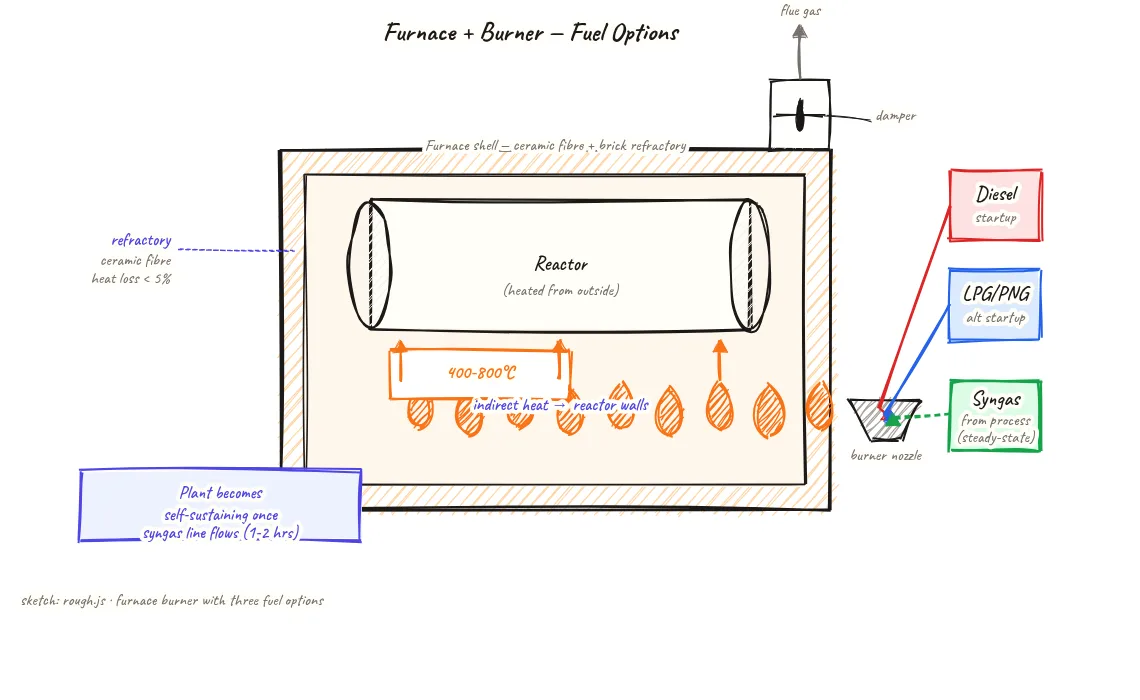
This cross-section shows the furnace in the same orientation as the reactor cross-section diagram. Read it as follows:
- Outer shell: The refractory-lined furnace, shown as a thick outer wall with hatching.
- Inner rectangle (reactor): The reactor vessel, whose outer surface receives the heat from the furnace.
- Burner nozzle (left wall): Where the fuel-air mixture is fired into the annular furnace space. Three coloured fuel lines lead into this nozzle.
- Fuel lines: Red (diesel, from a day tank), orange (LPG/PNG, from a cylinder manifold or pipeline), green dashed (syngas, looping back from the condenser train).
- Chimney (top-right): Flue gas exit point with an adjustable damper to control draft and combustion efficiency.
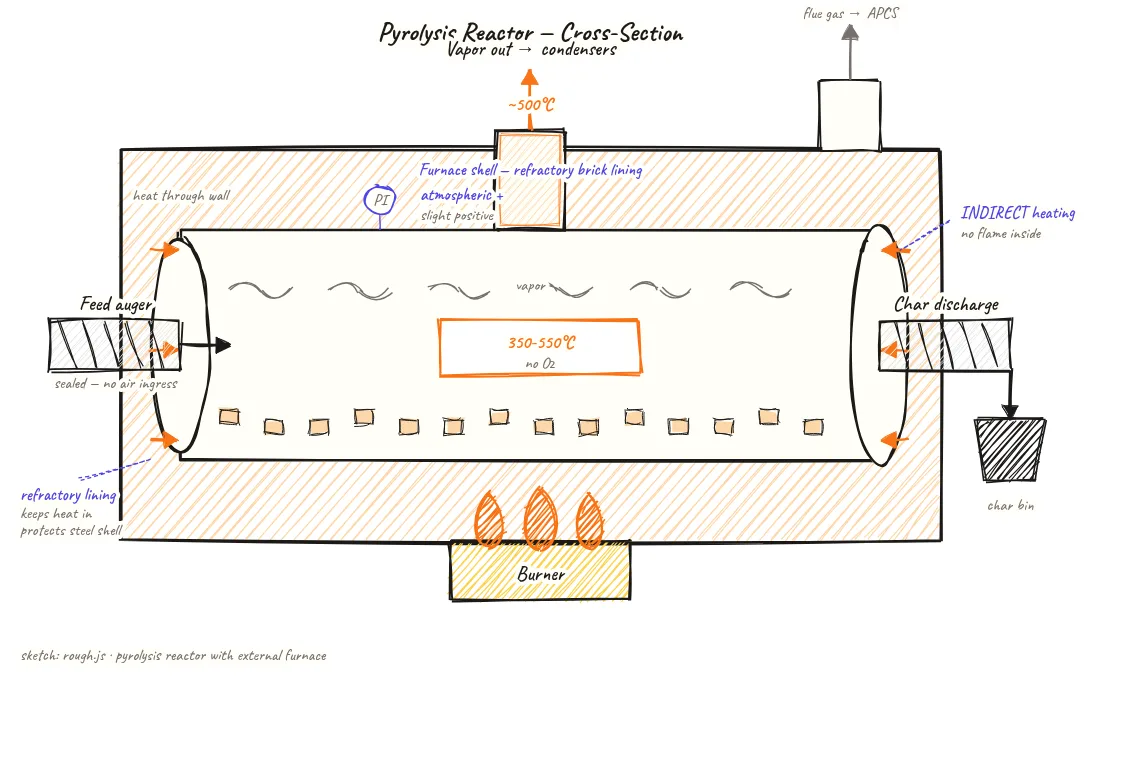
- Temperature label: 400–800°C is the furnace temperature; the reactor inside reaches 350–550°C.
About this sketch
The external furnace in a plastic pyrolysis plant has one job: get the reactor to 350–550°C and keep it there. But the fuel it burns can change depending on what stage of operation the plant is in and what fuel is available on site. This diagram shows the most flexible furnace design — a burner nozzle with three colour-coded fuel inlets, each managed by a separate valve.
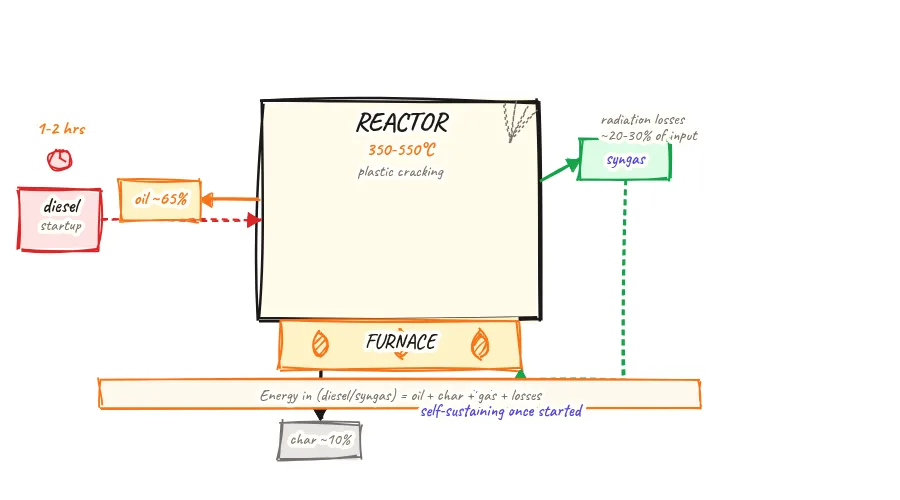
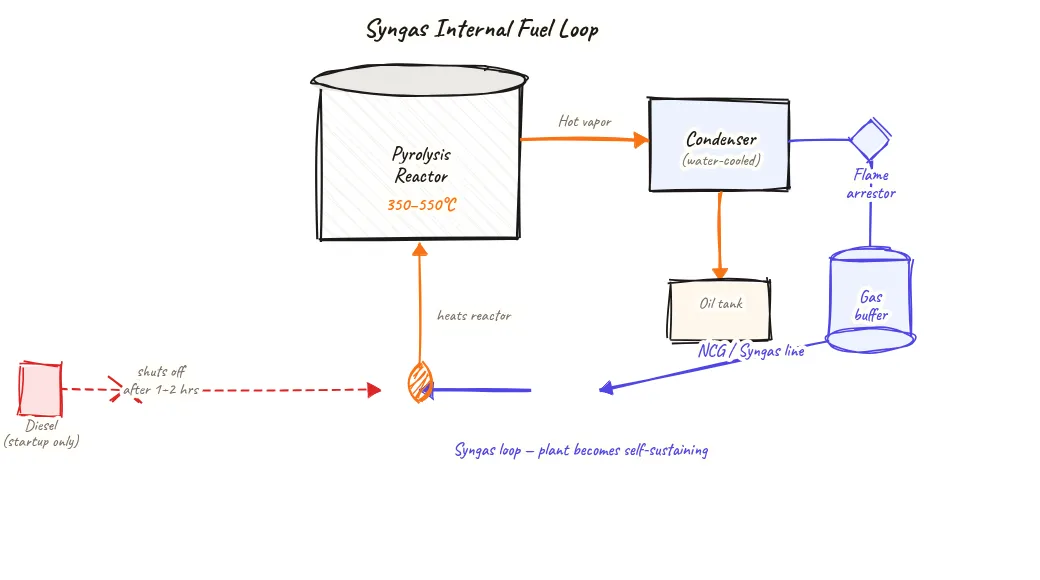
Diesel (typically the startup fuel) is used for the first 1–2 hours of each operating cycle to bring a cold reactor up to temperature. Diesel provides reliable, controllable heat and is available everywhere in India. Once the reactor reaches 200–250°C and plastic begins cracking, syngas starts generating in the reactor and begins flowing to the gas holder.
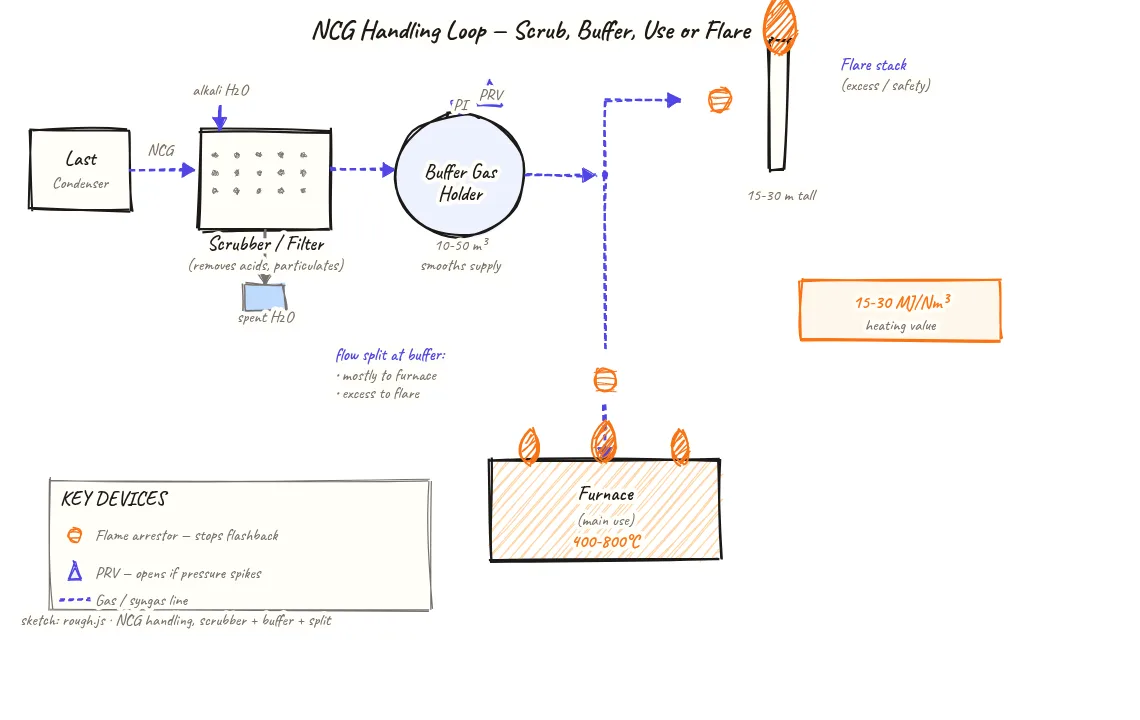
Syngas (non-condensable gas from the condensation train, calorific value 15–30 MJ/Nm³) takes over from diesel once the gas holder has enough pressure. The furnace operator or the PLC controller shifts the burner from diesel to syngas — reducing diesel consumption to near zero for the rest of the batch. This self-sustaining operation is a significant part of what makes plastic pyrolysis economically viable: fuel cost after startup is effectively zero.
LPG or piped natural gas (PNG) serves as a backup fuel when syngas production falls (late in a batch when plastic is nearly fully cracked) or when diesel is not available. Plants near urban industrial estates often have PNG connections, which provides a more controlled and cheaper backup than LPG cylinders. The chimney damper controls the draft through the furnace and affects combustion efficiency — typically adjusted once per operating cycle.
Key insights
- Diesel is only the startup fuel — once syngas starts generating (after 1–2 hours), the furnace shifts to syngas and diesel cost drops to near zero for the rest of the batch.
- Syngas from plastic pyrolysis has a calorific value of 15–30 MJ/Nm³, comparable to low-grade natural gas — enough to sustain the furnace through steady-state operation.
- LPG or PNG backup is essential for late-batch phases when syngas production falls as nearly all plastic has cracked.
- The chimney damper controls furnace draft — improper draft causes incomplete combustion (CO emissions) or excess air ingress (lower furnace temperature).
- Three-fuel flexibility means the plant is not dependent on any single fuel supply chain — critical for locations with unreliable LPG or diesel availability.